Выбор абразивного материала
Подбор абразивного материала для дробеструйной машины является одним из основных факторов качественного выполнения очистки деталей. В статье рассмотрим основные моменты, на которые стоит обращать внимание.

Длительный срок службы дробеметных турбин благодаря использованию рабочих элементов из материалов с добавлением марганца и других материалов с высокой износостойкостью;
Короткие интервалы разгона за счет высокой мощности и больших запасов абразива;
Высокая экономичность эксплуатации за счет взаимозаменяемости запасных частей;
Небольшая площадь, требуемая для хранения расходных частей: широкий спектр единых запасных частей для турбин всех типоразмеров;
Минимальное время для обслуживания: простота замены лопастей и снятие защитных элементов вручную;
Легкое усовершенствование устаревшей дробеметной техники за счет простой, экономически эффективной модернизации;
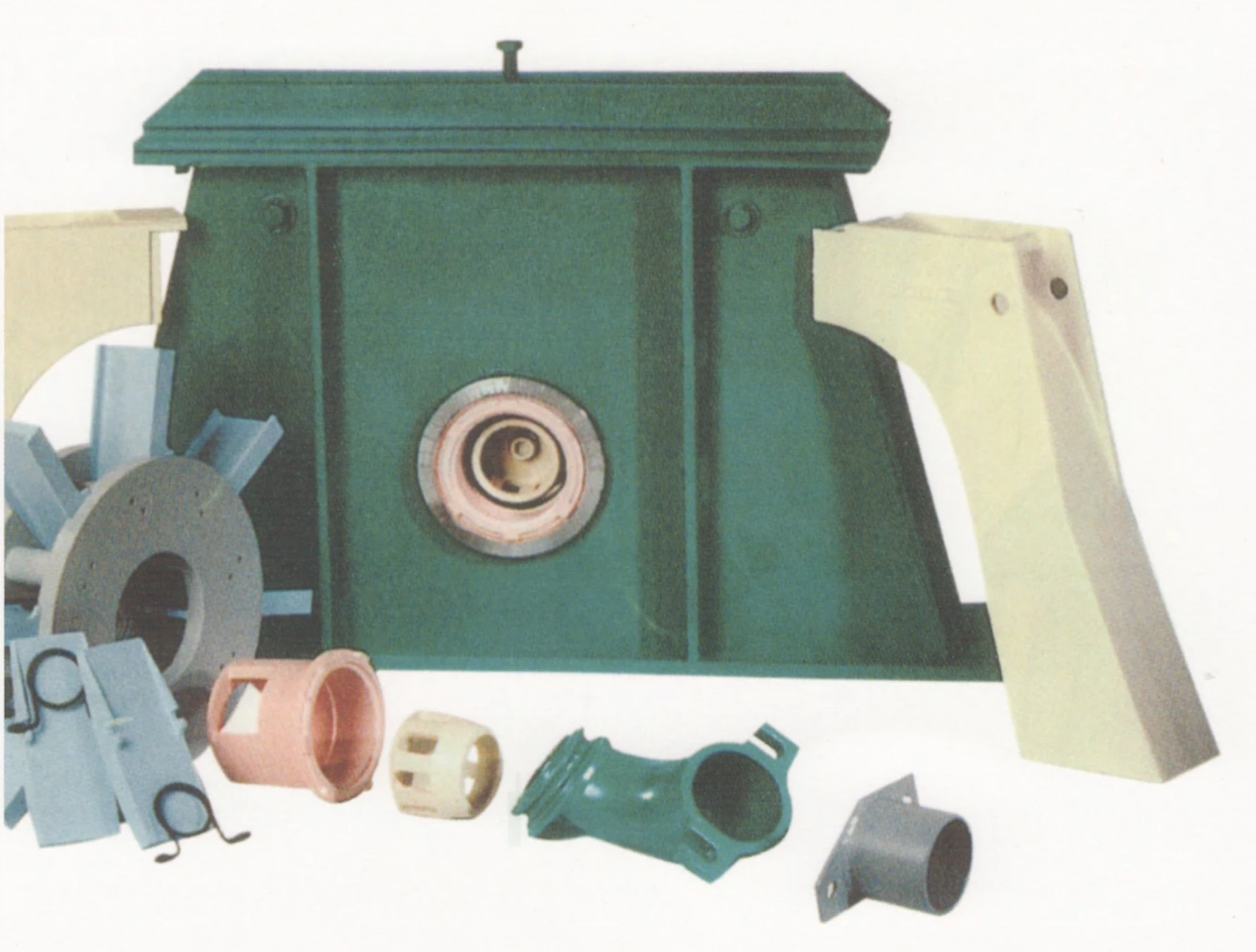
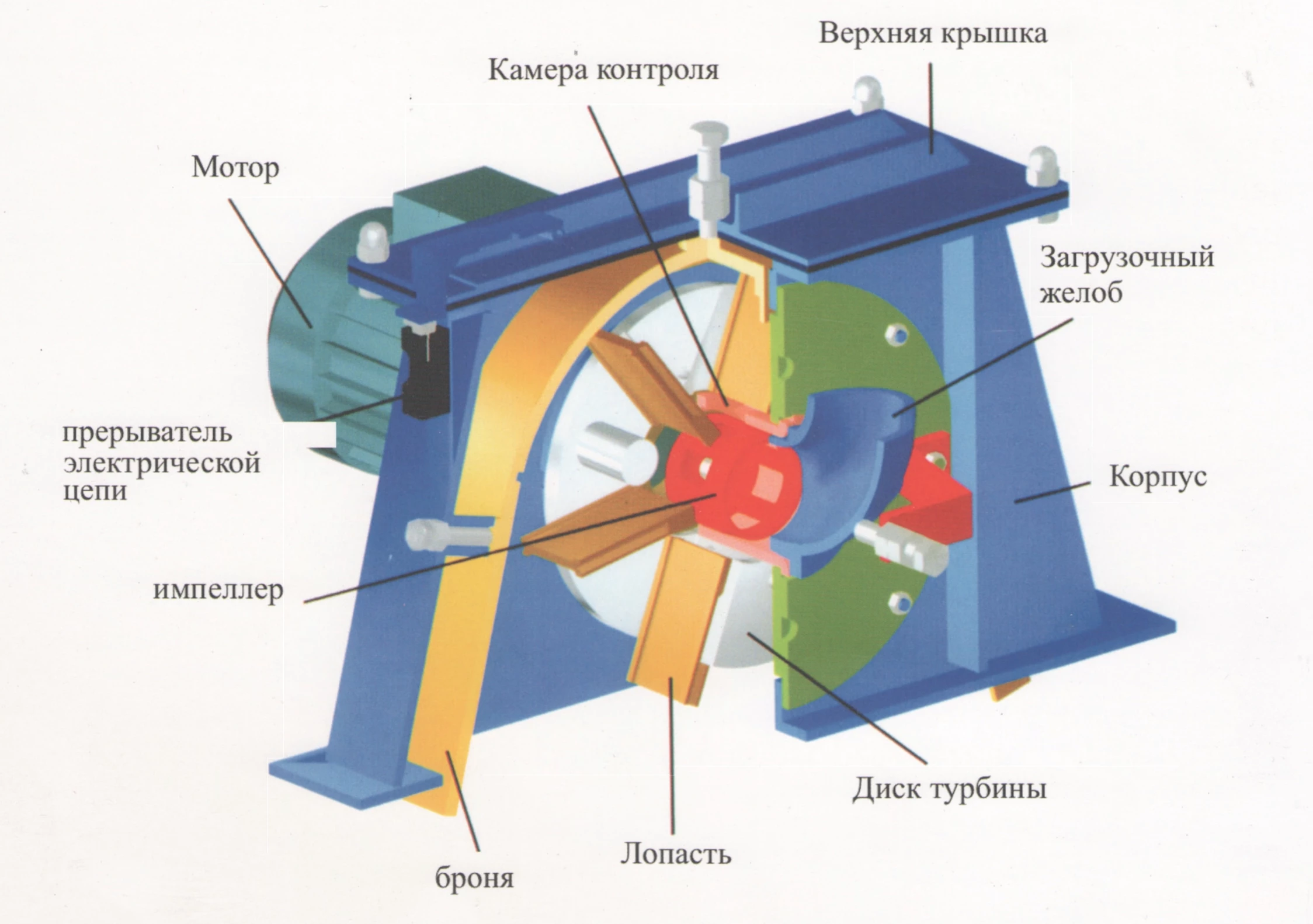
Турбины Limit Dokum UCT состоят из двух компонентов: корпуса и вращательного механизма. Корпус турбины состоит из деталей, соединенных болтами. Вращательные механизмы для всех турбин одинаковы. Изменение размера турбины достигается за счет использования лопастей других размеров.
Восемь лопастей находятся в конических разъемах, расположенных по обе стороны, и закреплены пружинными элементами. Общая симметричная конструкция крепления лопастей дает возможность двустороннего движения вращательного механизма.
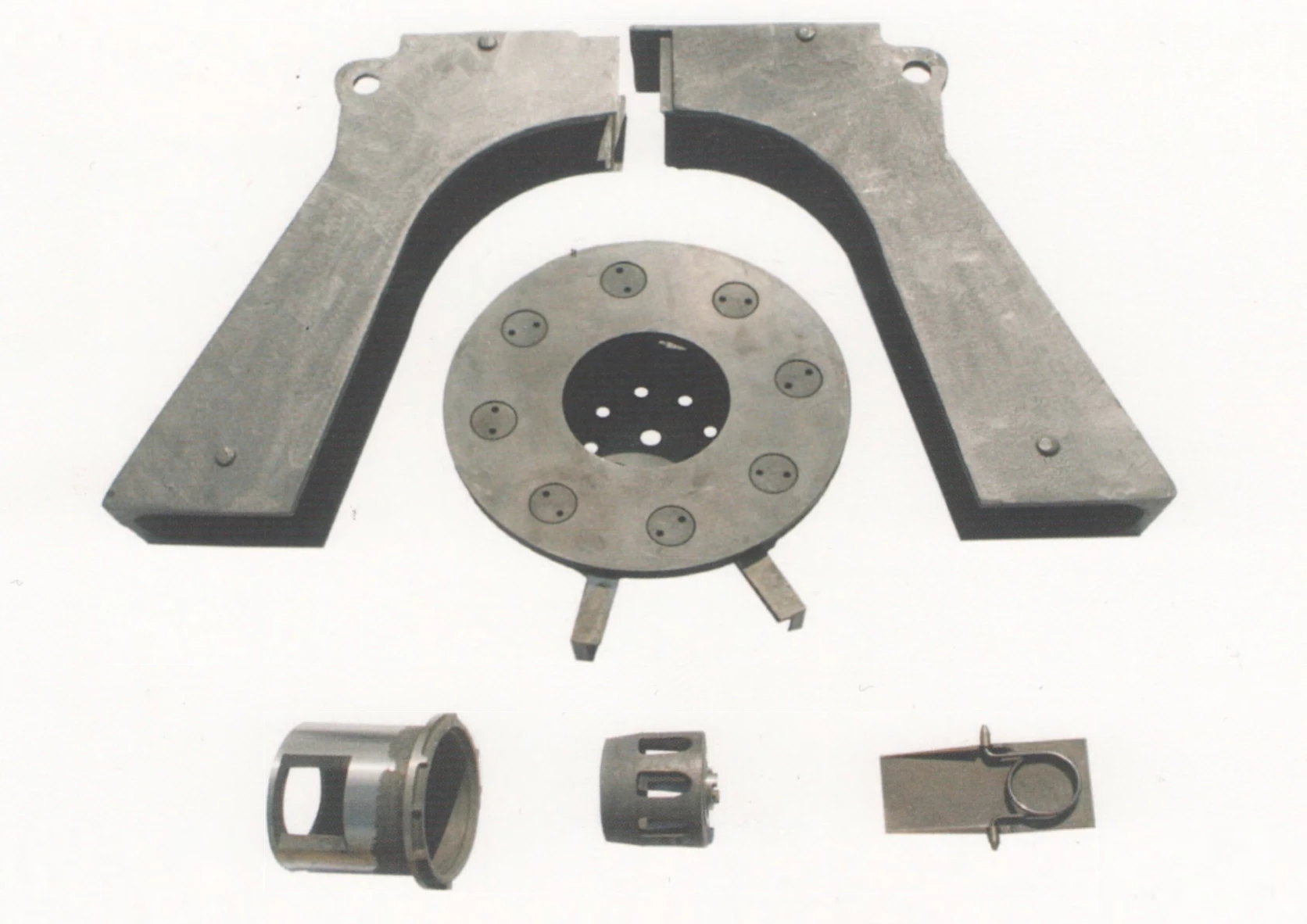
Компактная и емкая конструкция турбины позволяет использовать один и тот же принцип в работе с турбинами любого размера. Крышка турбины и др. элементы защиты изготовлены из сплава марганца и стали, что сокращает время, необходимое для обслуживания и внезапных остановок, а также способствует простой и быстрой замене лопастей и элементов защиты. В случае, когда камеры дробеметной очистки имеют большие размеры и вращательный механизм доступен изнутри, лопасти могут также быть заменены изнутри камеры. Высоколегированная хромо никелевая армировка защиты на верхней крышке обеспечивает длительный срок эксплуатации данного узла. Собранная турбина крепится к камере дробеметной очистки 6 крепежными болтами.
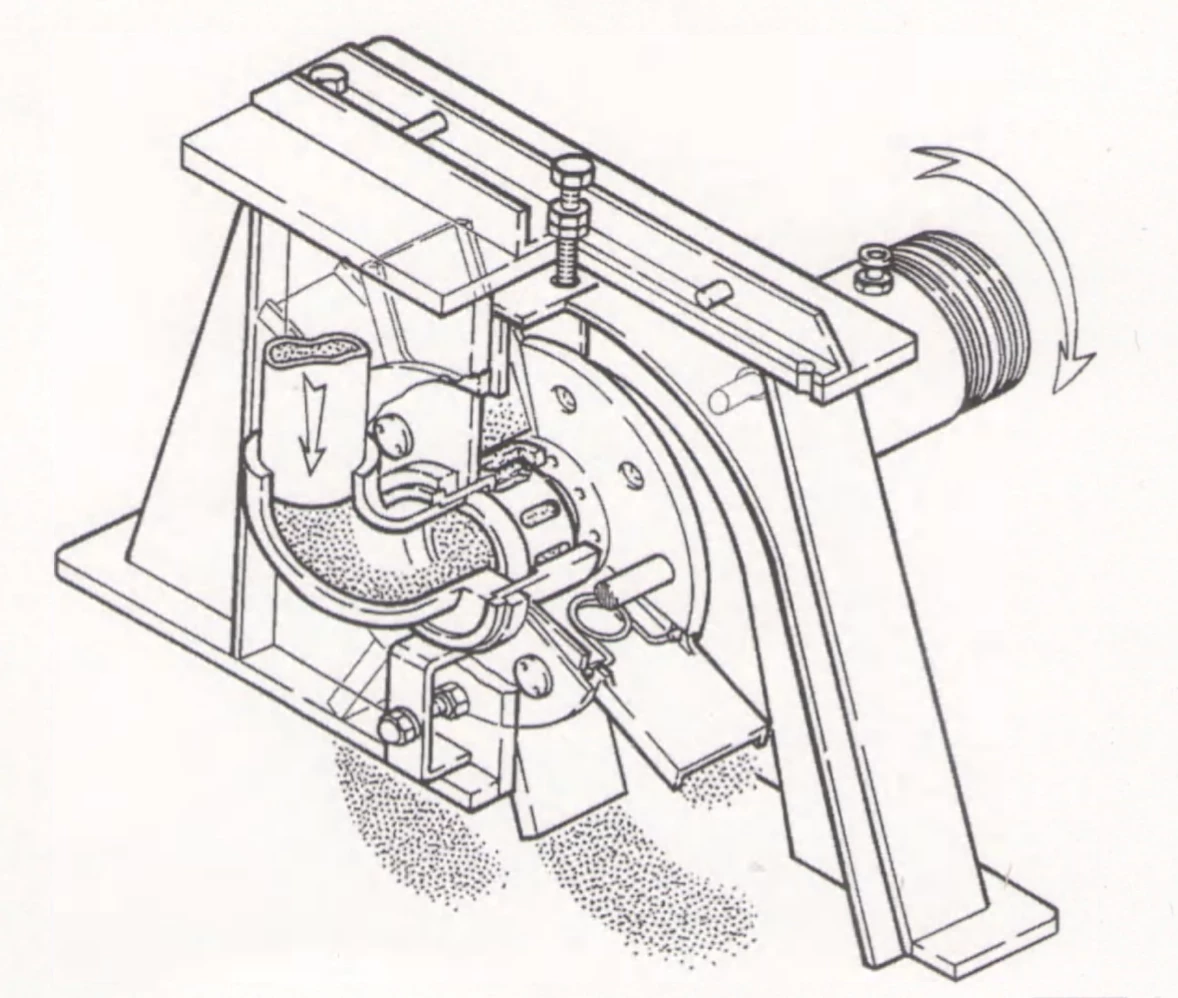
Необходимая скорость подачи абразива корректируется автоматически с помощью клапана. Открытие и закрытие клапана управляется пневматическим цилиндром.
Абразив попадает в центр вращательного механизма через загрузочный желоб. Импеллер (лопастное колесо), который вращается с той же скоростью, ускоряет абразив. Затем абразив попадает на передающую поверхность лопастей через выходное окно контрольной камеры и выходит из турбины с заданной скоростью. Скорость вращения и диаметр турбины определяют выходную скорость абразива. В зависимости от целей использования дробеметной машины и требуемой эффективности существуют 4 размера турбин, диаметром от 300 до 500 мм и скоростью от 60 до 90 м/с. Объем использования абразива - от 100 до 400 кг/мин.
Изношенные лопасти турбин вызывают разбалансирование и быстрый износ вращательного механизма и подшипника. Изношенные камера контроля и импеллер изменяют позицию и формирование зоны воздействия дробеметной турбины и приводят к ухудшению эффективности очистки и увеличению общего износа машины.
Лопасти следует заменять комплектно. После замены следует сразу установить соответствующую ширину полосы, охватываемой струёй нагнетающего устройства.
Для предотвращения разрушения корпуса турбины состояние защитных элементов корпуса необходимо постоянно контролировать.
До начала технического обслуживания убедитесь, что машина и все ее движущиеся части не придут в движение по ошибке. Используйте блокирующий переключатель.
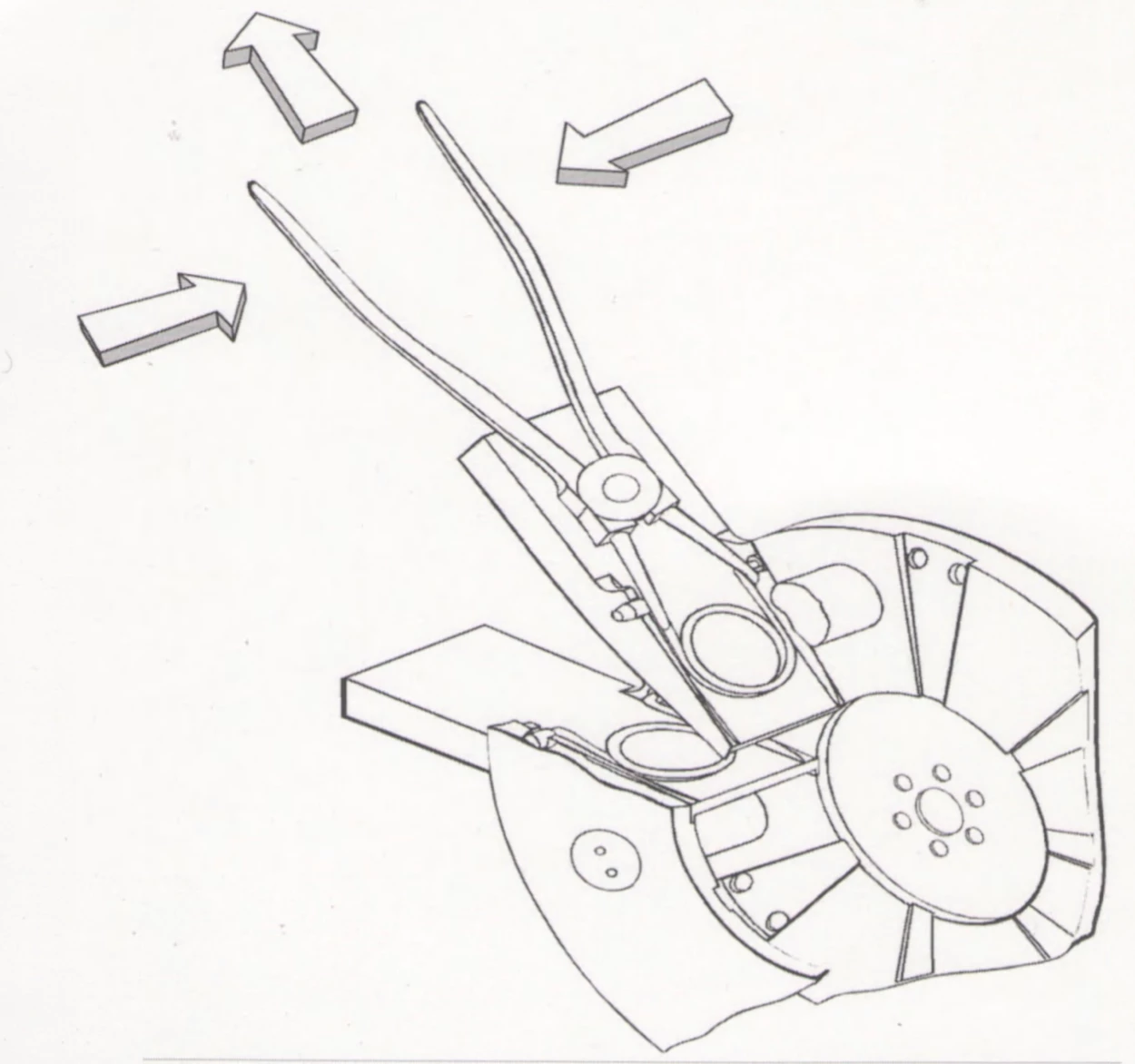
Подающие элементы абразива (вращательный диск, камера контроля, импеллер) должны быть установлены до установки лопастей. Поскольку у данных машин возможно правое и левое вращение, направление вращения должно учитываться при установке лопастей. Направление вращения может определяться направлением вращения подшипника. После того, как определено необходимое направление вращения, лопасти устанавливаются конической стороной в разъемы вращательного диска. Запорные щели лопастей расположены на обратной стороне. После этого с помощью специальных щипцов устанавливаются запорные пружины (см. рисунок). Эти пружины крепится с помощью защитных болтов, которые надежно фиксируют пружины на лопастях.
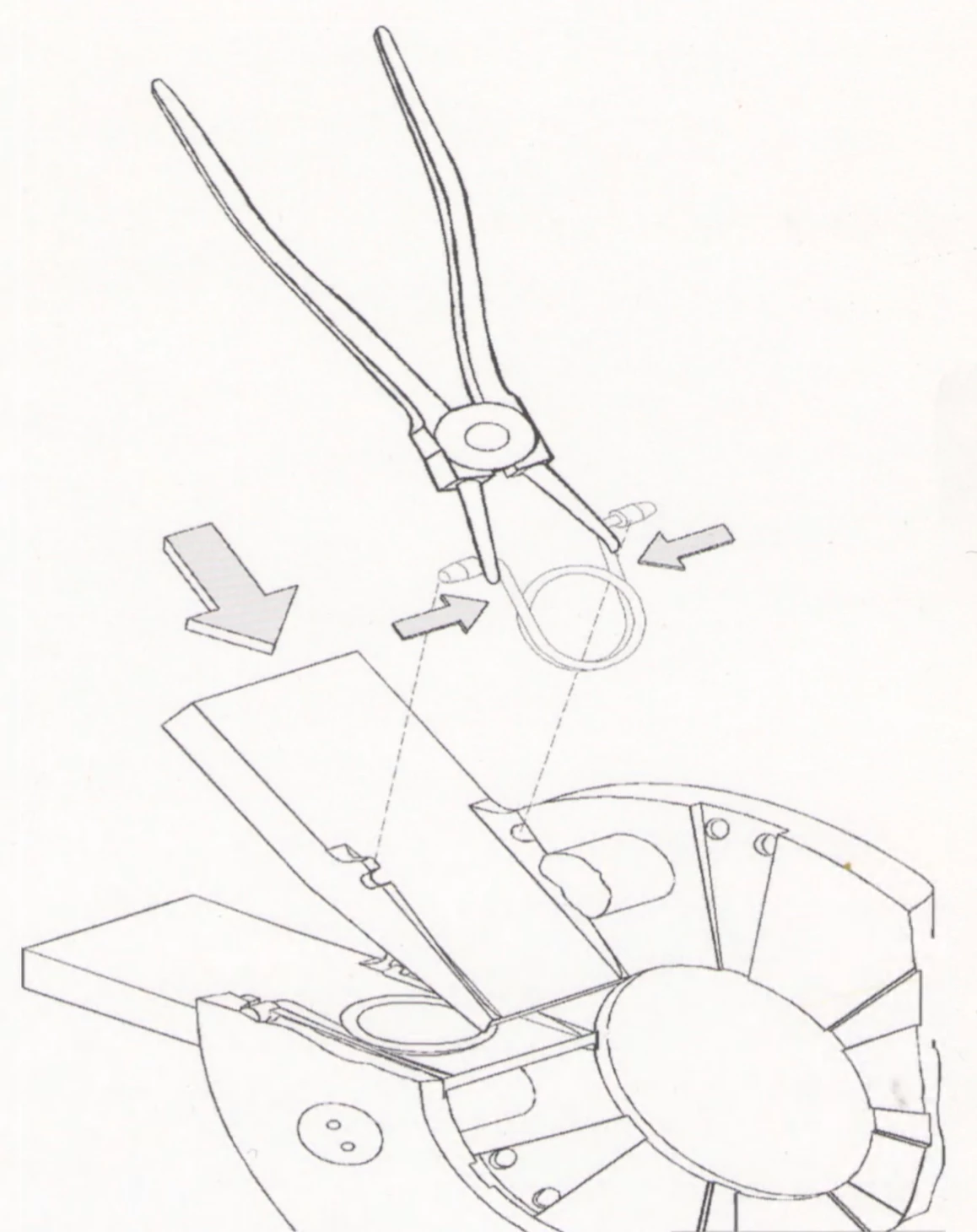
Доступ к лопастям для их замены осуществляется после снятия крышки и защитного кожуха. Для дробеметных камер большого размера, в которых возможен доступ к вращательному механизму изнутри, замена лопастей также возможна изнутри. Лопасти заменяются с помощью специальных щипцов. После снятия фиксирующих пружин лопасти вынимаются из конических гнезд, в которых они закреплены.
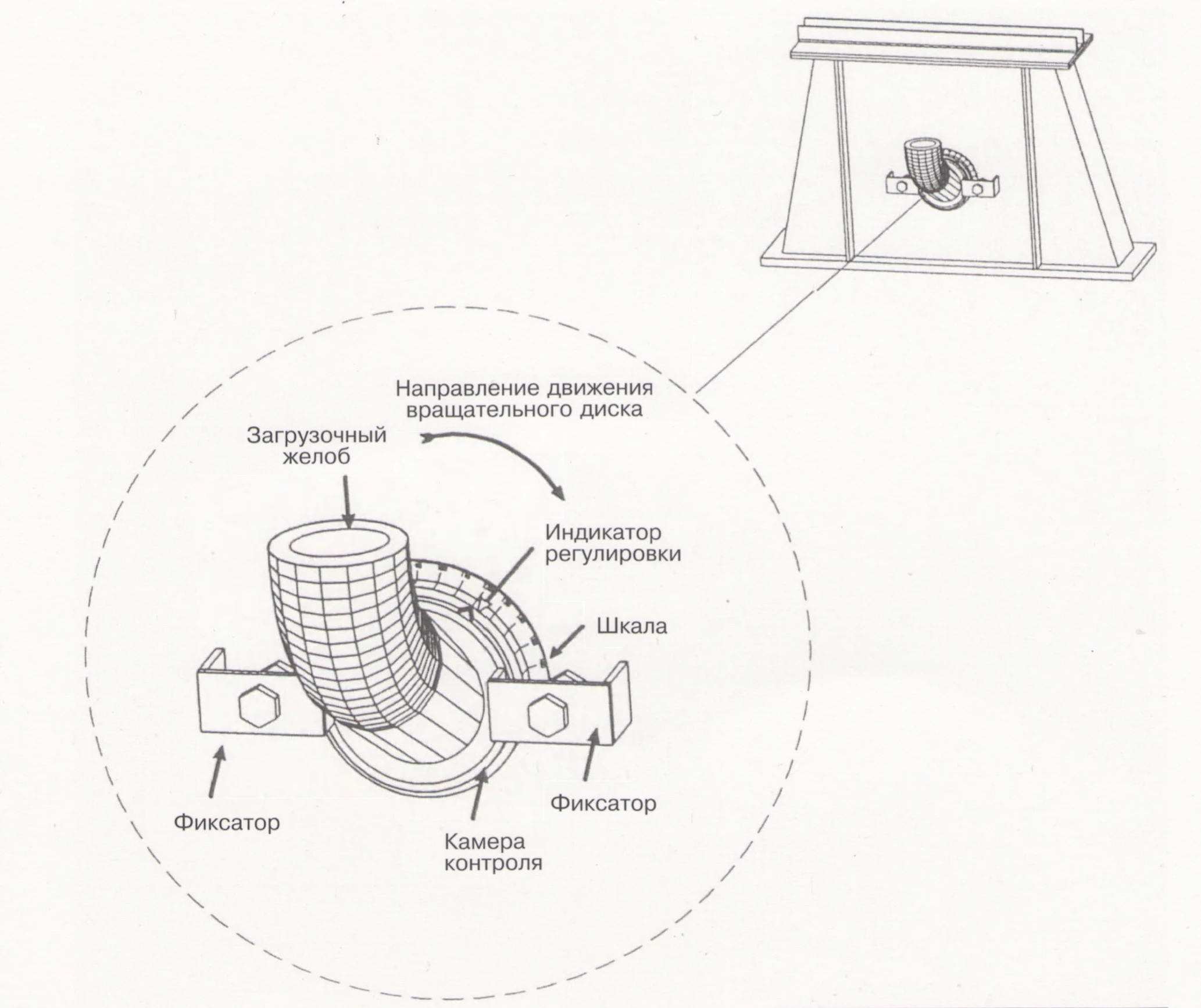
Освободите зажимный фиксатор, чтобы камера контроля вращалась в нужном направлении. Стрелка показывает направление распределения абразива. В этом положении загрузочный желоб недоступен.
Важно: камера контроля открывается в положении, противоположном углу выброса абразива. Тип абразива («крупа», «дробь», рубленая проволока) играет такую же важную роль, как и размер абразива. У различных типов абразива в связи с разной плотностью и износостойкостью будет разный коэффициент внутреннего трения.
На практике это обозначает: никогда не смешивайте разные типы абразива. В случае использования рубленой проволоки агрегат следует проверять каждые 100 рабочих часов. Кроме того, после установки новой запасной части, необходимо устанавливать центр обработки для определения направления обработки. Только в этом случае гарантируется экономное использование машины и избежание износа и затрат на замену деталей.
Направление обработки
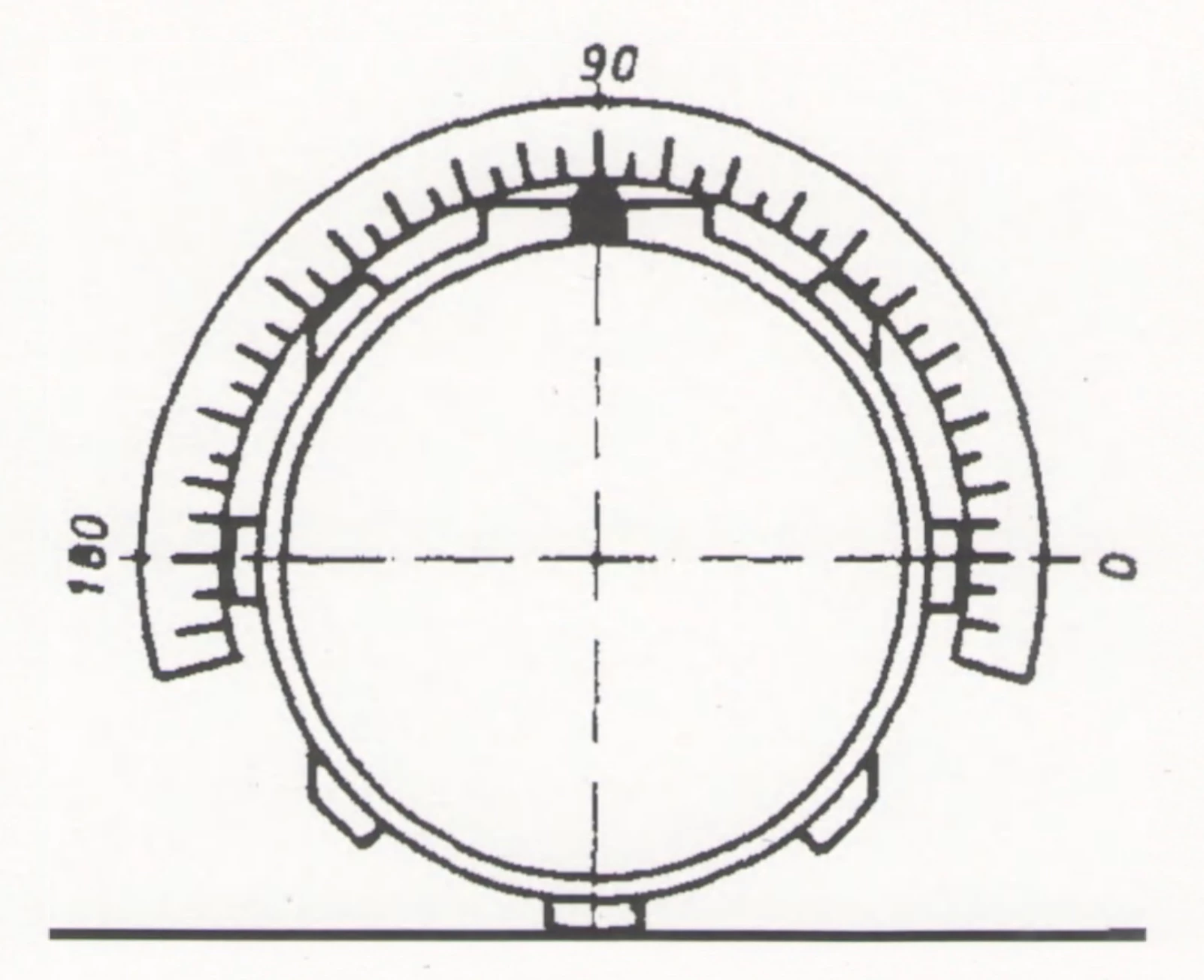
После установки турбины в зависимости от формы и положения обрабатываемой поверхности необходимо отрегулировать “горячую точку” (центр обрабатываемой поверхности) для каждой машины. Для этих целей служит шкала прицела камеры контроля.
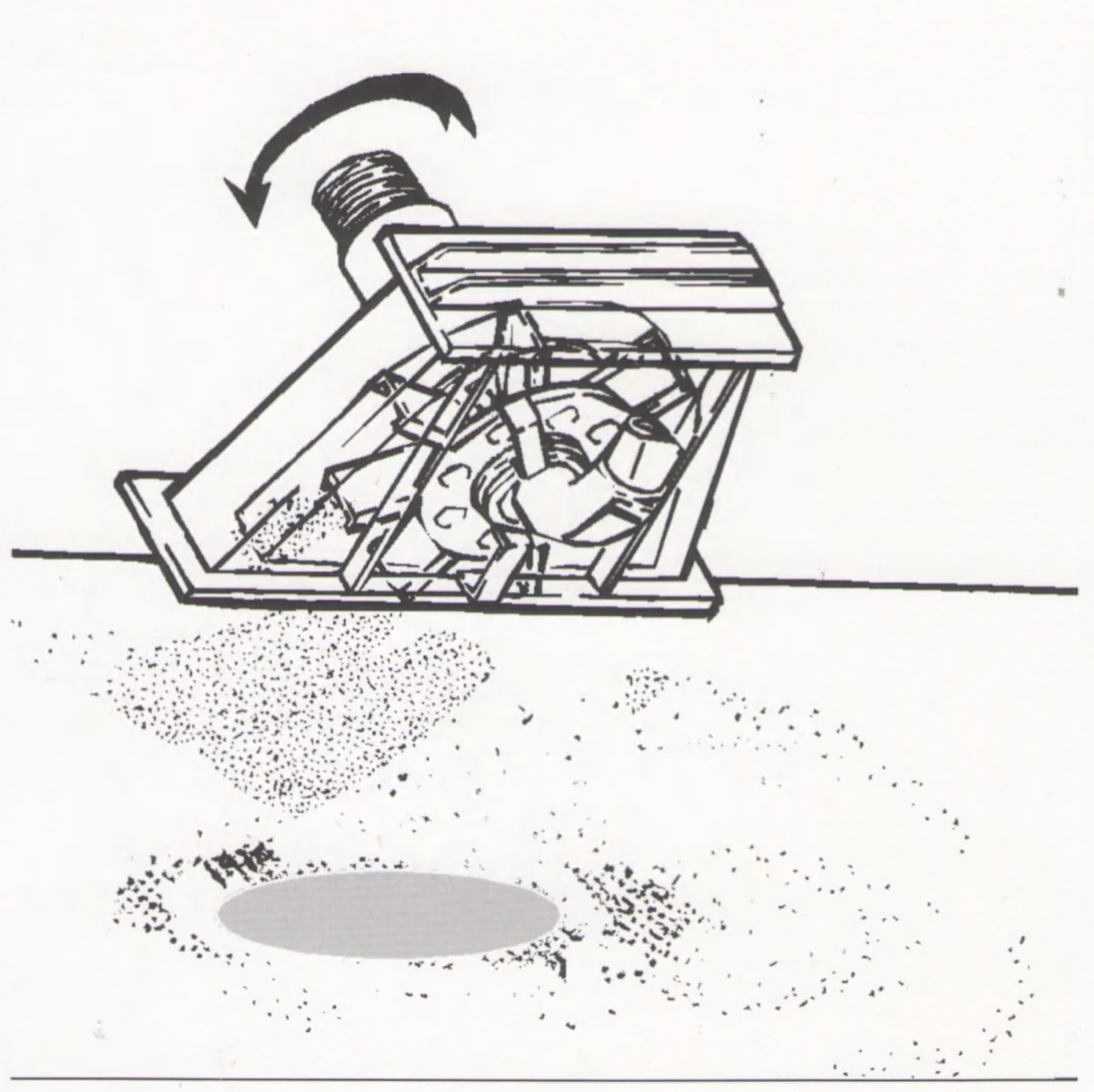
Для определения “горячей точки” обрабатываемой поверхности, которая будет в в месте наибольшей интенсивности обработки, необходимо на поверхность, подлежащую обработке, поместить тонкую стальную пластину длиной не менее 1,2 м, чтобы эта пластина полностью накрыла поверхность, подлежащую обработке. Затем следует обработать эту пластину абразивом в течение минуты, не меняя ее положения. (Смещение контрольной пластины следует отключить) После удаления стальной пластины отрегулируйте обрудование и примите меры против спонтанного смещения области «горячей точки».
“Горячая точка” может быть определена и визуально, например, по интенсивности металлического отблеска или по изменению окраски металла от высокой температуры, которая возникает в области “горячей точки”.
Еще один метод определения “горячей точки” - измерить температуру обработанной поверхности термометром или – крайне осторожно! – рукой.Наивысшая температура будет в области “горячей точки”. В последствии нужная область обработки достигается путем вращения камеры контроля. В то же время следует учитывать направление движения вращательного диска. Для установки нужной области воздействия следует выбрать верный тип обработки.
| UCT 300 | UCT 400 | UCT 450 | UCT 500 | |
| Размер лопастей | 300 мм | 400 мм | 450 мм | 500 мм |
| Мощность | 11 кВт | 15 кВт | 22 кВт | 30 кВт |
| Потребление (поток) абразива | ок. 250 кг/мин | ок. 300 кг/мин | ок. 350 кг/мин | ок. 400 кг/мин |
| Скорость | 70 м/с | 80 м/с | 85 м/с | 90 м/с |
Подбор абразивного материала для дробеструйной машины является одним из основных факторов качественного выполнения очистки деталей. В статье рассмотрим основные моменты, на которые стоит обращать внимание.
Коротко расскажем об основных видах дробеструйных машин, дадим описание их возможностей и основных особенностей использования, чтобы вы могли подобрать тот тип, который необходим на вашем производстве.
Для оценки эффективности дробеструйной обработки проводится проверка очищенной части и качества ее поверхности по двум критериям: чистота и пористость поверхности.
Одним из основных способов, как можно сэкономить на дробеструйной очистке, является тщательный контроль оборудования. Своевременное техобслуживание и проверка деталей механизма позволит продлить срок службы машины и сэкономить расходный материал.
